Conheça as principais ferramentas utilizadas pelo PCP 06/01/2010
Teoria das Restrições
TOC é uma teoria sistêmica que cria um meio possível de melhorar a performance organizacional. Uma das formas de se fazer isso é através de uma abordagem a nível operacionar pela aplicação do método DBR.
DBR-Drum-Buffer-Rope-(Tambor-Pulmão-Corda em português) - é nome do método usado pela Teoria das Restrições (TOC). Esse nome é devido aos mecanismos usados para programar a produção para que faça o melhor uso dos recursos gargalos.
1. Tambor (Drum) se refere ao gargalo e é chamado assim pois e ele quem dá o ritmo de toda a produção. Portanto não é possível produzir em um ritmo superior ao do gargalo. E nele não pode haver paradas, portanto deve-se evitar que o recurso pare por falta do que produzir. Para garantir que isso nunca ocorra, deve haver um estoque imediantamente antes do gargalo.
2. Pulmão (Buffer) é o estoque do gargalo e o seu tamanho deve ser gerenciado, mas que nunca deve ser muito pequeno ou muito excessivo. Se for pequeno é provável que o recurso para. Se for grande boa parte desse estoque não sera necessário no sentido de evitar parada de estoque. Será apenas estoque excessivo contribuindo para aumentar o estoque em processo (WIP).
3. O Mecanismo que permite a liberação do material para dentro do sistema no ritmo do gargalo é conhecido como corda(Rope). Ele amarra a liberação a cadência do gargalo, evitando assimm excesso de estoque nos processos anteriores ao gargalo.
Plano Mestre
Plano mestre de produção é provavelmente a etapa mais importante do processo de planejamento. É no momento de sua execução que a capacidade de produção, estoques disponíveis e demanda são compatibilizados. Um Plano Mestre bem elaborado irá proporcionar a tranquilidade necessária para a produção, bem como irá fornecer a vendas uma ferramenta de negociação de prazos, para compras uma visibilidade do consumo de material e para a produção uma visibilidade do que se produzir.
Plano Mestre Para Vendas:
A Execução do Plano Mestre permite determinar a data de entrega do pedido. Com isso vendas pode estabelecer negociações com seus clientes a fim de adequar a necessidade deles com a real capacidade da empresa, bem como para priorizar as entregas, seja por cliente, por setup ou qualquer outro critério.
Plano Mestre Para Compras:
Com o Plano Mestre nivelado com a capacidade, a explosão das OPs de produto acabado geram necessidades exatamente quando serão usadas. Com isso é mais simples ajustar as datas das Ordens de Compra de materiais críticos. Além disso, permite que haja uma visibilidade do consumo desses materiais e se possa antecipar a empresa para eventuais problemas de falta de material, sem precisar recorrer a estoques elevados de segurança. Plano Mestre para a Produção:
O Plano Mestre é fundamental para a produção, pois é ele que gera as OPs que serão produzidas. Com as OPs ajustadas à capacidade, fica mais simples ter os componentes e matéria-prima na data de seu uso. Considerando que as datas das OPs podem ser agora consideradas como datas possíveis de serem fabricadas, a credibilidade delas aumenta a ponto de algo fora do planejado, poder ser considerado exceção. Com todos os recursos disponiveis (máquina, homem, equipamentos, ferramentas), apenas eventualidades poderiam impedir que a produção não aconteça conforme o previsto.
MRP
Indicado para empresas que possuem uma estrutura de materias relativamente complexa, que necessitam que um sistema computacional que possa gerar a necessidade de compra de matéria-prima e/ou componentes e que desejam reduzir ao máximo o estoque sem que haja risco de falta de material. A solução é um sistema de planejamento com capacidade finita executado no Plano Mestre de Produção, pois permite reduzir estoques, visualizar problemas futuros, permitindo ações corretivas antes que o problema aconteça.
Ferramenta estratégica para reduzir os estoques
Com o SEED Scheduler, a redução dos níveis de estoque pode ser feito de forma controlada e gradual, ao mesmo tempo em que proporciona inúmeras oportunidades de melhoria dos processos. Apenas através de uma ferramenta avançada, onde todas as capacidades, características, políticas da empresa são consideradas é que torna possível uma melhoria agressiva da empresa.
Integração com ERPs.
O SEED além de possuir um módulo de MRP próprio, ele também permite a integração com outros ERPs. Isso significa que ele poderá potencializar o investimento já feito nos ERPs, bem como irá fazer com que os módulos de MRP desses sistemas realmente possam funcionar com toda sua potencialidade, pois as datas de consumo serão próximas daquele planejada. Com isso novos patamares de níveis de estoque podem ser alcançados
Como Funciona?
Uma vez que a demanda seja nivelada com a capacidade de produção, as compras de materiais podem ser feitas para repor o consumo de itens críticos sem que seja preciso mantê-los em estoque com um nível de segurança, pois o consumo pode ser planejado, mesmo considerando alguma flexibilidade.
Modelos de Atendimento
Analisando rapidamente um processo de fabricação desde o recebimento tem-se geralmente o seguinte fluxograma para cada um dos modelos de atendimento listados abaixo:
Produção Sob Encomenda
O cliente coloca uma conação, pedido ou consulta. Vendas consulta o Planejamento Mestre de produção, para verificar o prazo de fornecimento (disponibilidade), recebendo então uma data possível de fabricação. A esta data é acrescentado o lead time de fornecimento (tempo de preparação, expedição e transporte).
Produção Para Estoque:
A produção de um determinado período (semana ou mês) é calculada com base na previsão de demanda. Esta demanda, descontados os estoques existentes, indica a necessidade de produção.
Produção Parcialmente Sob Encomenda e Para Estoque:
Modulo híbrido normalmente pode ser tratado da mesma forma do modelo de produção sob encomenda, ou seja, a empresa normalmente cria pedidos para estoque com base na previsão de produção.
Necessidade de Materiais (Material Comprado ou Fabricado)
A explosão do produto acabado indica a necessidade de cada componente no momento da montagem ou fabricação, isto é, se um determinado item é programado para produzir num determinado dia, os materiais que ele irá utilizar deverá estar disponibilizado poucos dias antes. Apesar de que a produção irá utilizar estes materiais apenas no dia de sua fabricação, é uma boa estratégia considerar uma folga , a fim de que haja uma flexibilidade na produção. Isso permite, que se houver adiantamento, trocas inesperadas ou mesmo outra situação não prevista, a empresa possa produzir com a mais absoluta sincronia possível, com pouquíssima ou nenhuma intervenção dos setores administrativos. Dessa forma o sistema proporciona tranquilidade e garantia de que a empresa não ficará com recursos parados nem com pedidos em atraso. Portanto Vantagens 
Manter um estoque onde o nível seja o mais baixo possível é a estratégia correta para obter um custo do produto o mais baixo possível, ao mesmo tempo em que melhora a flexibilidade da empresa, disponibiliza mais recurso no caixa da empresa, reduz a obsolecência do estoque. Contudo isso só é vantagem se a estratégia não oferece risco de falta de material para produção.
O SEED scheduler permite considerar todas as restrições de fornecimento de material, seja tempo de entrega (lead time), seja nível de estoque ou outro critério qualquer. Isso faz com que se haja um problema de matéria prima, o sistema automaticamente ajuste a produção para uma data em que o material necessário esteja disponível. Contudo, chama-se a atenção isso só deve ser feito com materiais onde lead time de fornecimento seja considerável. Programação
O Objetivo de se programar os recursos é determinar onde e quando uma determinada ordem de produção irá ser feita. Isso obviamente se traduz na determinação da seqüência de produção em cada recurso de forma que os operadores possam saber a exatamente o que se deve fazer e se houver algum problema qual deveria ser a alternativa.
Programação servindo como estimativa de término de produção
Normalmente a Programação deve tentar entregar o produto acabado na data estabelecida pelo Plano Mestre de Produção. Para que isso seja possível é necessário que já no plano mestre, as capacidades tenham sido observadas, senão a programação não irá ter datas corretas para tentar atender e um grande número de atrasos poderá se formar. Através desse método, atrasos podem ser identificados e facilmente associados às causas, como por exemplo, quebra de máquina, problema de fornecedor, falta de matéria prima, erro na determinação do tempo de processo, entre outros. Com isso ações podem ser tomadas para possibilitar uma melhoria contínua do processo de planejamento, permitindo reduções do número de atrasos elevando assim o nível de serviço oferecido.
Lista de operações a serem executadas
Cada recurso pode receber através de uma listagem, ou mesmo de forma online, as operações que devem ser executadas. Isso transmite de forma clara para os centros de trabalho o que se espera que seja produzido e qual é o prazo. Desta forma um controle melhor pode ser estabelecido, bem como uma melhor organização e flexibilidade pode ser alcançada. Esse processo feito da maneira certa, evita que o chão de fábrica tenha que ficar tomando decisões sobre o que fazer a todo o momento, sem que tenha prazo e informações para isso.
Exemplo:
Programação do Recurso: Máquina 1
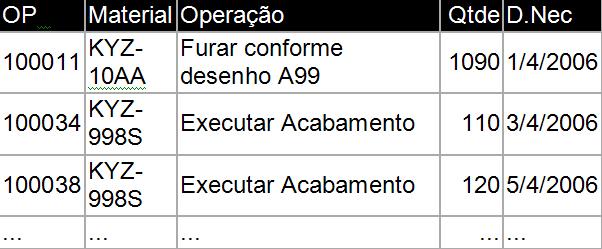
Tabela 1: Exemplo de Lista gerada para produção na máquina 1 conforme programação
Programação para ajustar a produção a eventos imprevistos
Outra função importante é tentar se antecipar a problemas além de contornar eventuais desvios que possam ocorrer. Exemplo, quebra de máquina, o programador terá que tomar ação para procurar maquinas alternativas.
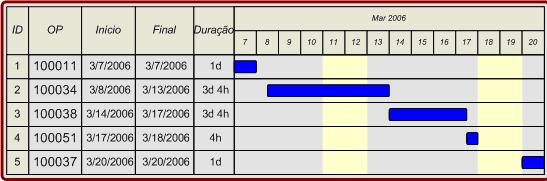
Gráfico de Gantt
O Gráfico de Gantt serve para mostrar graficamente o carregamento dos recursos no tempo. Ele transmite de forma clara a ocupação dos recursos ao longo do tempo. Ele também proporciona uma interatividade com o usuário, permitindo a ele arrastar ordens a fim de ajustar manualmente as ordens de produção.
Apontamento de Produção
Apontar a produção é uma atividade importante. As Ordens de Produção, Fabricação, Montagem ou Serviço devem ser liberadas para serem executadas ao mesmo tempo que elas devem receber os apontamentos para coletar uma séria de informações a respeito da produção. As principais são:
1. Apontar a quantidade produzido a fim de verificar se a quantidade planejada foi integralmente produzida, mostrando evetuais saldos;
2. Contabilizar refugos e retrabalho;
3. Guardar dados históricos para serem usados para estimativas futuras (capacidade de produção, tempo de operação, índice de rejeito);
4. Apontar Status para encerrar, interromper, cancelar ou finalizar OPs;
5. Contabilizar estoque de produto acabado ou em processo;
6. Dar baixa de matéria-prima ou componentes.
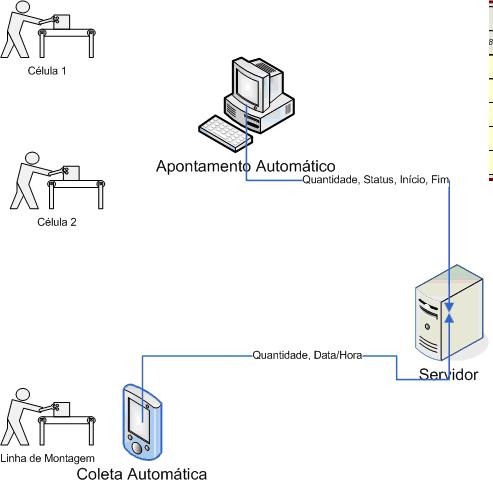
O Apontamento de Produção pode ser:
1. Manual: onde o operador digita os dados com ou sem ajuda de leitores de código de barra;
2. Automático: onde uma sensor coleta automaticamente informações de produção (exemplo contadores de produção em linhas de montagem) ;
3. Híbrido: onde a coleta pode ser tanto automática como manual, dependo do centro de trabalho.